
Can we help you?
Contact us

Can we help you?
Contact us
Thank you for contacting us
Your form has been submitted successfully Our team will contact you again as soon as possible.
Whooppss...!! An error has occurred
Try sending later or write an email directly to areaempresas@ua.es

 PATENTED TECHNOLOGY
PATENTED TECHNOLOGY
INFO
SHEET
DOWNLOAD
EXECUTIVE
ABSTRACT
CONTACT DETAILS: Research Results Transfer Office-OTRI
University of Alicante
Tel.: +34 96 590 99 59
Email: areaempresas@ua.es
http://innoua.ua.es
The group has developed an innovative continuous and automatical process for manufacturing, dosing and packaging 'Jijona Turron' . The pre-industrial model developed can produce approximately 200 kg/h, and consists of a twin screw extruder which produces the raw materials mixture required for the production of nougat, increasing considerably the production (The process takes several minutes and is automatic so no labor is required), improving the hygienic quality of the product and giving greater uniformity to the nougat obtained.
Jijona Turrón is a Spanish traditional nougat obtained after cooking a dough made of several ingredients: toasted almonds, caramel, different types of sugar and honey. The traditional process involves the elaboration of a dough that is similar to the other popular type of nougat known as Alicante Turrón. This elaboration includes milling and refining processes, after which the dough is placed in a discontinuous recipient (called Boixet) heated by steam, where the dough is stirred by a hammer that moves slowly up and down. 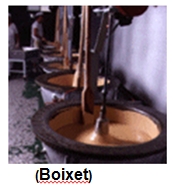
The typical elaboration process is carried out through very a traditional and discontinuous method, requiring considerable human manipulation of the product. This has two negative effects on the final product: its cost and hygienic conditions. So, it is recommendable that this human manipulation disappears and is replaced by a new process with minimum human intervention.
After some research done, the Department of Chemical Enginneering of the University of Alicante has acquired a considerable amount of knowledge on this process. As a result, a prototype for its continuous manufacturing has been designed. Depending on the composition of the raw material, this prototype can produce approximately 30 kg/h of Turron. A second semi-industrial prototype has been also designed with a capacity of 200 kg/h. Besides, thanks to some research done on the viscosity variation and on the final texture of the product, a new system can be used to better control the final product.
The industrial model developed can produce approximately 200 kg/h and it consists of a double-screw extruder. This extruder contains an engine system that provides the mechanical energy that is necessary to make both screws turn in one direction. The engine system includes an engine and a reductor.
In addition, this engine system incorporates different modules of electric resistors placed around the extruder. These modules will provide the heating power that is required by the system. To control this heating, the resistors are grouped into six areas controlled by a thermocouple reader, which passes all information to a power control.
The engine system includes also a feeding hopper adequately protected by a jacket and is moved for pre-heating the raw material.
Finally, the whole system is placed on a working bench that has been designed to support all weight from the different parts. Its design takes into account space limitations as well as common recommendations for an adequate distribution in food manufacturing plants.

Extruded Head:
DIN 34 Cr Al Ni 7 steel has been prepared, bonified, stabilized and hardened through nitration. Thanks to this treatment, the resulting resistance guarantees long duration to its components.
The conventional design of extruders that are applied to other purposes has been modified. Apart from those characteristics already mentioned, a fast opening system for the nozzle has been incorporated. This facilitates access to the extruder barrel and to the screws, resulting in a more hygienic process.
Heating:
An electrical heating system is preferred for this new process because of its greater energetic density. Power installed is 30 kW.
This power comes from 10 heating resistors of 5 m cable. Each one has a power of 3000W and comprises a heating body made of Mica and a steel-covered jacket.
Power is controlled by several resistors distributed along six heating modules. Every module is monitored through a PID controller with a solid state relay output, which receives information from a temperature probe (thermocouple type J).
Engine:
The engine used to move the system has 25 CV, with an initial speed of 1500 rpm and a working voltage of 380 V.
Several supports are used to fix steadily the engine to the bench, so that it faces the reductor axis. For this purpose, a joining module between the reductor and the engine is necessary.
The rest of the engine system includes a reductive unity and an axial box used to join the reductor and the extruder
Reductor and axial box:
The reductive unity is a T2-140/72.5 model. For an 1500 rpm input, it provides a 75 rpm output, resulting in a relation of 1:20.
The reductor consists of a heat-welded steel case, containing the cylinder-helicoidal gear assembly. The reductive unity needs to be lubricated through bubbling before its start-up
The axial box, made of cast iron, consists of several axial bearings that allow the reductor and the extruder to join adequately.

· Considerable increase in the production. The final duration of the process is reduced from 1 hour or 1 h. ½ to a few minutes. This is the total time the material will stay in the extruder.
· Process automation. As stated before, the product viscosity varies greatly during the process and this fact can be used to improve the process control and automation, resulting in several benefits such as:
- Smaller personnel required, increasing the productivity of the installation
- More uniformity in the final product thanks to a greater control and to a continuous process
- Automated dosing, reducing its manipulation and the excess of material required for its fixed weight.
· Improvement in the hygienic quality of the product. There is a constant human manipulation in the current method. This will be reduced with our new method by means of extrusion, that may also serve for the global automation of the whole plant. So, as it is recommendable in the Food industry, the product would be in contact just with isolated equipment, generally made of Teflon or high-quality stainless steel. This way hygienic conditions will improve considerably.
The current method is almost fully traditional, using very old and inappropriate equipment. For this reason, the product elaboration requires human manipulation of the raw material. Some enterprises have incorporated modern technology, but the need for a continuous cooking process has not been solved yet. Therefore, the enterprise acquiring this new technology or know-how will be in a priviledged situation in this sector.
The technology is protected by patent:
· Improvements to processes for manufacturing turron (nougat) [ES2020821] / Mejoras en los procedimientos de fabricación de turrón [ES19890004024]
The research team responsible for this new technology are all members of the Department of Chemical Engineering in the University of Alicante, consisting of: 5 senior professors, 9 full-time professors, 10 part-time professors, 4 assistants, 12 grant-holders and 6 members of the administrative staff.
Our main research fields are:
- Pyrolysis, Gasification and Incineration
- Environmental Water Management
- Environmental Managemente of Industrial Waste
- Synthesis and Optimization of Chemical Processes
- Rectification and Extraction of Multicomponent Mixtures
- Activated Carbon
- Balance between Solid-Liquid-Liquid-Solid Phases
- Holographic Interferometry
- Polymer Processing
- Food Technology
- Time of Stay Distribution in Electrochemical Reactors
- PCDD/PCDF Detection and Analysis
Engineering, Robotics and Automation
Chemical Technology




Carretera San Vicente del Raspeig s/n - 03690 San Vicente del Raspeig - Alicante
Tel.: (+34) 965 90 9959