
¿Necesitas ayuda?
Ponte en contacto con nosotros

¿Necesitas ayuda?
Ponte en contacto con nosotros
Gracias por contactar
Tu formulario se ha enviado correctamente. Nuestro equipo se pondrá de nuevo en contacto contigo con la mayor brevedad posible.
¡¡ Upppss... !! ha ocurrido un error
Intente el envío más tarde o escriba un correo electrónico directamente a areaempresas@ua.es

 TECNOLOGÍA PATENTADA
TECNOLOGÍA PATENTADA
FICHA
COMPLETA
DESCARGAR
RESUMEN
EJECUTIVO
DATOS DE CONTACTO:
Relaciones con la Empresa
Oficina de Transferencia de Resultados de la Investigación-OTRI
Universidad de Alicante
Tel.: +34 96 590 99 59
Email: areaempresas@ua.es
http://innoua.ua.es
El Instituto de Materiales de la Universidad de Alicante ha desarrollado un nuevo procedimiento para la regeneración de materiales porosos saturados con contaminantes mediante métodos electroquímicos. Esta tecnología permite la regeneración del carbón activado y la transformación de los contaminantes dersorbidos en un solo paso y en el mismo sitio (in situ) donde se produce la saturación del material poroso.
Se trata de un proceso muy sencillo, eficiente y económico que aporta una serie de ventajas respecto a la regeneración térmica utilizada actualmente, entre ellas: posee un alto rendimiento en la regeneración, permite destruir los contaminantes adsorbidos o transformarlos en otros (menos tóxicos o de alto valor añadido), no se modifica la porosidad y las propiedades iniciales del carbón, tiene un consumo más bajo de energía y la tecnología se puede adaptar a los sistemas existentes para llevar a cabo la regeneración in situ.
Además, esta tecnología permite aumentar la velocidad de adsorción de los contaminantes y la capacidad de adsorción del material poroso.
El grupo de investigación busca empresas interesadas en adquirir esta tecnología para su explotación comercial.
El acelerado crecimiento demográfico, junto con el importante desarrollo tecnológico alcanzado en las últimas décadas, han sido las principales causas del aumento de la contaminación y de la alteración del medio ambiente.
En este sentido, la escasez y disponibilidad de agua se ha acentuado en los últimos años. Para intentar paliar este problema, se han construido un gran número de plantas potabilizadoras, desalinizadoras, así como empresas encargadas de su explotación y gestión que han implantado nuevas tecnologías en el tratamiento de la contaminación.
Dentro de los sistemas de depuración de aguas, la tecnología de adsorción mediante carbón activado está catalogada como una de las mejores (según la US Environmental Protection Agency). Esta tecnología permite eliminar compuestos orgánicos e inorgánicos (tanto en fase líquida como en fase gaseosa).
El carbón activado se puede considerar como un adsorbente universal debido a su alta capacidad de adsorción y a la baja selectividad de retención. Se trata, por tanto, de un adsorbente muy versátil que permite satisfacer un amplio abanico de necesidades.
Su excepcional capacidad de adsorción lo hace indispensable en multitud de procesos y aplicaciones. Por esta razón, la producción y consumo de carbón activado ha experimentado un gran aumento en los últimos años. Sin embargo, el principal problema estriba en el elevado coste económico que supone desechar el carbón activado usado, así como su posterior manipulación y gestión (ya que se trata de un material altamente contaminante). Por consiguiente, la viabilidad real de la tecnología de adsorción con carbón activado depende en gran medida de su reactivación y reutilización. En este sentido, existe una necesidad de mercado que supone una oportunidad de negocio muy prometedora.
En la actualidad, se utilizan diversos métodos para regenerar el carbón activado saturado con contaminantes (parcial o totalmente). Estos métodos se caracterizan porque son caros y poco efectivos. Entre ellos, el más utilizado es la regeneración térmica (en atmósfera inerte o en condiciones oxidantes). Se trata de un método que consigue una elevada eficiencia de regeneración, pero que posee los siguientes inconvenientes:
• Es necesario transportar el carbón activado usado hasta el centro de regeneración.
• El coste energético es elevado, ya que precisa altas temperaturas (600-1000 ºC).
• Se tiene que volver a transportar el carbón activado regenerado hasta el lugar donde se vaya a utilizar.
• Se pierde entre un 5-20% de carbón activado durante el proceso de combustión.
• Se producen importantes cambios químicos, físicos y texturales en las propiedades del carbón activado regenerado respecto al inicial.
• Genera problemas medioambientales: por el elevado consumo energético, por el transporte y por la liberación de gases contaminantes durante el proceso de reactivación.
Con el objetivo de superar las limitaciones anteriormente descritas, se presenta a continuación una novedosa tecnología que supone una alternativa muy prometedora a la regeneración térmica de materiales porosos (carbones activados en cualquier formato: granular, tela, fieltro, pellet, etc., así como zeolitas y arcillas) saturados con contaminantes: se trata de la regeneración electroquímica.
En la regeneración electroquímica se aplica una diferencia de potencial entre dos electrodos mediante una fuente de corriente continua, lo que provoca una polarización del material poroso. Esta polarización afecta a las interacciones entre las especies retenidas y el material poroso, modificando el equilibrio de adsorción de estas especies. Según la naturaleza de las especies retenidas, el pH del medio y otros factores, se puede favorecer la desorción de los contaminantes, con la consiguiente regeneración completa del material poroso usado (saturado con contaminantes) de un modo suave, sencillo, rápido y económico.
Además, una vez desorbido el contaminante, puede ser eliminado completamente (si es un compuesto orgánico, se puede llegar a CO2 y H2O), transformarlo en otro (menos tóxico o de mayor valor añadido), o recuperarlo para su venta y/o incorporación de nuevo al proceso productivo.
Otra de las posibilidades que permite este nuevo tratamiento electroquímico es el aumento del proceso de adsorción, ya que mejora tanto la cantidad de contaminante adsorbido, como la velocidad de adsorción.
Por tanto, el proceso de regeneración electroquímica es muy versátil y permite tanto la regeneración del carbón activado al término de su vida útil, como la transformación del contaminante. Además, permite el aumento del rendimiento en el proceso de adsorción durante el uso del carbón activado.
Se trata pues, de un proceso innovador que aporta múltiples ventajas respecto a la regeneración térmica utilizada actualmente.
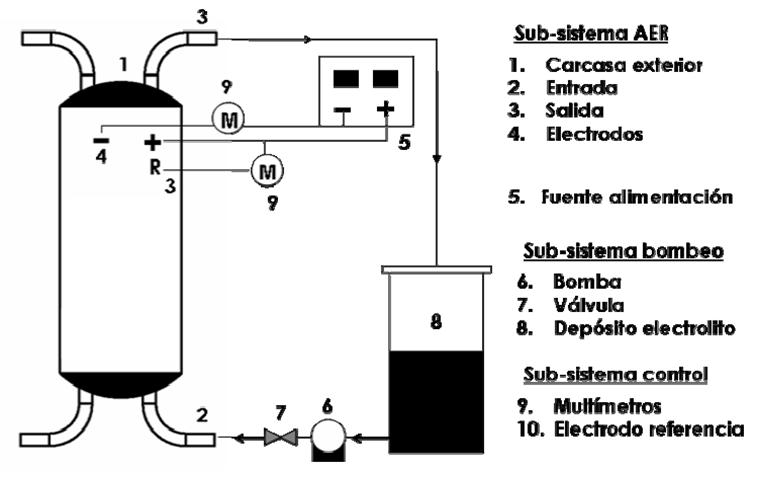
Figura 1. Diagrama esquemático de los componentes del sistema de adsorción-regeneración electroquímica de carbón activado.
El sistema utiliza corriente eléctrica continua que puede ser suministrada por una fuente de alimentación convencional, o directamente de cualquier dispositivo basado en energías renovables (placas solares, aerogeneradores, etc.). Esto resulta especialmente interesante para lugares aislados de la red eléctrica.
El procedimiento para la regeneración electroquímica de materiales porosos saturados con contaminantes y el correspondiente tratamiento del contaminante, se lleva a cabo en un solo paso y comprende las siguientes etapas:
1. El material poroso saturado de contaminantes se introduce en una baño o celda electrolítica;
2. Se bombea un determinado electrolito;
3. Se aplica una pequeña corriente continua constante entre los electrodos de la celda electrolítica a temperatura y presión ambiental;
Esta tecnología permite eliminar cualquier tipo de contaminante: fenol, herbicidas quinolínicos (ácido 8-quinolinocarboxílico), arsénico, plomo, etc.
La celda electrolítica es de tipo filtro-prensa, donde el ánodo comprende al menos un metal que se selecciona de entre: Sn, Sb, Pt, Ru, Co (o combinaciones de los mismos, así como derivados tales como óxidos), y el cátodo puede ser de acero inoxidable o de grafito.
Los electrolitos que se bombean pueden ser de distinta naturaleza: H2SO4, NaOH, NaCl o la propia disolución donde se encuentra inmerso el carbón activado (es decir, directamente el agua a tratar).
Las intensidades de corriente que se aplican son muy bajas: entre 0.2 - 2.0 amperios, y el proceso de regeneración tarda entre 2 - 7 horas en completarse (en función de la cantidad de material a tratar, del grado de contaminación, de la intensidad de corriente aplicada, etc.). En condiciones normales, este proceso dura aproximadamente 3 horas.
Este procedimiento también se puede utilizar para favorecer la adsorción de contaminantes sobre carbonos activados, etc.
VENTAJAS:
Esta novedosa tecnología de regeneración electroquímica en un solo paso de materiales adsorbentes (carbones activados, zeolitas, arcillas, etc.), presenta destacables ventajas económicas, tecnológicas y medioambientales frente a la tecnología convencional utilizada actualmente (regeneración térmica), tales como:
· Permite la regeneración del carbón activado en el mismo lugar donde se está utilizando (regeneración in-situ), sin necesidad de extraer el carbón activado, ni transportarlo a otro dispositivo o centro de regeneración, lo que supone una gran simplificación del proceso. Permite incluso utilizar los mismos dispositivos que se están empleando actualmente.
· El equipo que se utiliza es sencillo (no necesita ninguna manipulación ni transporte de oxidantes adicionales), muy económico y proporciona un control del proceso en todo momento (es automatizable).
· Se trabaja a temperatura ambiente y presión atmosférica, a diferencia del tratamiento térmico, que emplea temperaturas entre 600-1000 ºC y gases oxidantes o inertes.
· El tratamiento puede ser interrumpido en segundos, pudiendo controlar el proceso de regeneración en todo momento.
· Posee una elevada eficiencia de regeneración (85-90%).
· El consumo energético es mucho menor que en la regeneración térmica. Por ejemplo: la regeneración electroquímica de carbón activado saturado con fenol tiene una eficiencia del 85%, tarda entre 2-3 horas y consume entre 0,20-1,80 Wh/kg, frente a la regeneración térmica, que consume entre 2-2,5 Wh/kg para conseguir una eficiencia similar (este consumo energético es "en la escala de kilos").
· No se modifican las propiedades del material original (se mantiene intacta la porosidad y las propiedades físicas, químicas y texturales iniciales).
· El proceso electroquímico es mucho más selectivo que la regeneración térmica, ya que seleccionando el potencial aplicado es posible:
· Destruir totalmente el contaminante.
· Transformar el contaminante en otra especie menos contaminante o que tenga valor añadido.
· Recuperar la sustancia adsorbida (para venderla o introducirla de nuevo en el proceso productivo).
· Permite no sólo la regeneración del carbón activado al término de su vida útil, sino también aumentar el rendimiento del proceso de adsorción durante el uso del carbón activado (aumenta tanto la capacidad de adsorción del material poroso, como la velocidad de adsorción).
· Permite ampliar la vida útil del carbón activado.
· No se producen pérdidas de carbón activado, por lo que no hay que inyectar ni reponer nuevas porciones de carbón activado virgen tras el proceso de regeneración (a diferencia de la regeneración térmica, que produce unas pérdidas entre 5-20%, tanto por el traslado como por la combustión).
· Al utilizar únicamente electricidad, no se emplean reactivos químicos que puedan generar otros residuos.
· No se generan gases contaminantes.
· Permite regenerar carbones activados o materiales porosos (zeolitas, arcillas, etc.) con diferentes configuraciones: en forma granular, polvo, tela, fieltro, pellet, monolitos, etc.
· Esta tecnología se puede acoplar con otras energías renovables (fotovoltaica, eólica, etc.) como fuente para generar la corriente eléctrica necesaria; de este modo, el proceso de reciclaje se configuraría como modélico, tanto por el uso de tecnologías limpias como por su sostenibilidad.
· Permite regenerar carbones con residuos de elevada toxicidad y explosivos.
· La tecnología es susceptible de ampliación y aplicación a las necesidades específicas de las empresas.
INNOVACIONES:
La tecnología electroquímica mejora en muchos aspectos las prestaciones de las tecnologías existentes actualmente (regeneración térmica), como ya se ha descrito anteriormente. Se caracteriza por ser una tecnología eficiente, sostenible y más económica que las tecnologías convencionales.
Se trata, por tanto, de una alternativa real muy prometedora que ofrece una gran oportunidad de negocio en el mercado creciente y en expansión de la regeneración del carbón activado (ausente en España, y muy escaso a nivel mundial, siempre mediante regeneración térmica).
El Instituto de Materiales de la Universidad de Alicante ha diseñado y desarrollado un sistema de adsorción-regeneración de carbón activado mediante tecnología electroquímica.
Aunque a nivel laboratorio, este prototipo permite fácilmente su escalado y redimensionamiento a nivel pre-industrial (kilos) e industrial (toneladas).
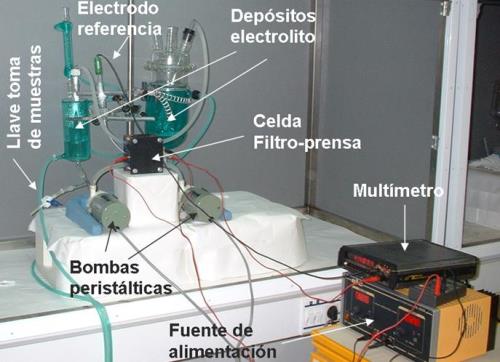
La fase de experimentación del concepto se ha realizado con éxito, de modo que el prototipo es completamente funcional y ha demostrado su viabilidad técnica y económica.
La extensa experiencia del equipo investigador en el campo de la preparación, caracterización y aplicaciones del carbón activado (especialmente en la eliminación de contaminantes, tanto en fase gas como en fase líquida), así como en los procesos electroquímicos, ha permitido adquirir el know-how necesario para controlar los puntos críticos a tener en cuenta en el diseño, construcción y dimensionamiento de este sistema.
Aunque la tecnología no requiere un software que controle el proceso de regeneración electroquímica, es posible su implementación para que inicie, finalice, registre y controle algunos parámetros del proceso de regeneración (temperatura, pH del electrolito, potencial del electrodo, etc.), con el objetivo de automatizar el proceso.
Debido a la gran diversidad de aplicaciones de los carbones activados, existe un mercado amplio, variado y en creciente expansión. Entre algunos de los principales campos de aplicación, cabe destacar:
1. El reciclaje de carbones activados usados (saturados con contaminantes) para su reutilización en los sistemas de adsorción en fase líquida: depuradoras de aguas industriales y residuales, potabilizadoras (eliminación de olor, color, sustancias químicas, bacterias·), industrias (decoloración de aguas para fabricar bebidas refrescantes, decoloración y mejora de bebidas alcohólicas tales como vinos y licores, decoloración de licores de azúcar, purificación de grasas y aceites comestibles, purificación de proteínas), acuarios, pequeños equipos o lechos de adsorción para agua potable, para tratar envenenamientos y sobredosis por ingestión oral de medicamentos, para purificar el plasma sanguíneo, etc.), o en fase gas (desodorización en depuradoras y de productos alimenticios, industrias, colectores, alcantarillado, almacenamiento y separación de gases (CO2, H2, etc.), aplicaciones militares (máscaras antigás, protección antirradiactiva), en filtros de cigarrillos, en plantillas para calzado, etc.).
2. El tratamiento de un producto de desecho altamente contaminante (reducción de la toxicidad y del impacto ecológico), tanto en disoluciones como en carbones contaminados (tratamiento de residuos).
3. El tratamiento terciario avanzado de aguas industriales para reutilizar el agua, o para su vertido en la red pública, lo que permite el tratamiento de los contaminantes tanto en fase líquida como gaseosa.
4. La separación y/o recuperación de sustancias de valor añadido a partir de los contaminantes adsorbidos (disolventes, moléculas para síntesis orgánica, principios activos, metales pesados, metales preciosos, etc.) para la industria química, farmacéutica, agroalimentaria, minera, militar, nuclear, de recubrimientos metálicos (electrogalvanizados), etc.
Usuarios a los que se dirige la tecnología de regeneración electroquímica de carbón activado:
a) Fabricantes, proveedores y suministradores de carbón activado.
b) Consumidores de carbón activado:
· Tratamiento de aguas (depuración, potabilización, desodorización, etc.).
· Empresas de explotación y gestión de depuradoras.
· Entidades públicas de saneamiento.
· Sector industrial privado (contaminación, recuperación, etc.).
c) Empresas y organismos públicos de gestión de residuos.
El grupo de investigación busca empresas interesadas en explotar comercialmente esta tecnología.
Esta tecnología se encuentra protegida mediante solicitud de patente:
· Título de la patente: Métodos electroquímicos de adsorción de contaminantes y regeneración en materiales porosos.
· Número de solicitud: P201201256.
· Fecha de solicitud: 19 de diciembre de 2012.
Farmacéutica, Cosmética y Oftalmológica
Materiales y Nanotecnología
Tecnología Química




Carretera San Vicente del Raspeig s/n - 03690 San Vicente del Raspeig - Alicante
Tfno: 965 90 9959